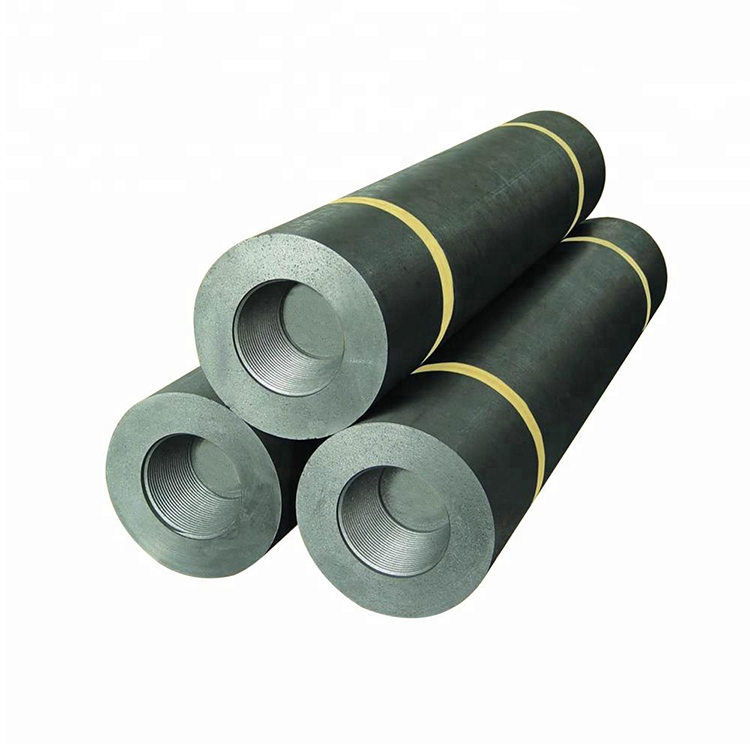
Name: HP Graphite Electrode
Model: HP 200x1500mm
Introduction
The graphite electrode is mainly made of petroleum coke and needle coke, and the coal asphalt is used as a binder. It is made by calcination, distributing, kneading, forming, roasting, graphitization and machining. It's a conductor which release electric energy in the form of electric arc in the electric arc furnace heats and melts the material. the charge can be divided into a regular power graphite electrode, a high power graphite electrode and an ultra high power graphite electrode according to its quality index. The main raw material for graphite electrode production is petroleum coke. The regular power graphite electrode can be added with a small amount of pitch coke. The sulfur content of petroleum coke and pitch coke cannot exceed 0.5%. Needle coke is also required for the production of high power or ultra high power graphite electrodes.
Advantage
The advantage of graphite electrode is that it is easy to process, the electricity discharge processing rate is high, and the graphite loss is small.
Production characteristics
The production period is long. The production period of regular power graphite electrodes is about 45 days, the production period of ultra high power graphite electrodes is more than 70 days, and the production period of graphite electrode joints (nipples) requiring multiple impregnation is more longer.
Application
Mainly used in electric arc steelmaking furnaces, refining furnaces, industrial silicon furnaces, yellow phosphorus furnaces, electric resistance furnaces, etc., as conductive usage. The graphite electrode blank is also used to process a variety of shaped graphite products such as enamel, mold, boat and heating element.
Technical Properties of Graphite Electrodes & Nipples
|
Items
|
HP
|
|
Φ300-400
|
Φ450-500
|
Φ550-700
|
Resistance
μΩ.m (max)
|
Electrode
|
6.2
|
6.2
|
|
Nipple
|
4.3
|
4.3
|
Bulk Density
g/cm3 (min)
|
Electrode
|
1.67
|
1.67
|
1.67
|
|
Nipple
|
1.77
|
1.77
|
Bending Strength
Mpa(min)
|
Electrode
|
11.0
|
10.5
|
9.0
|
|
Nipple
|
18.0
|
18.0
|
Young's Modulus
Gpa(Max)
|
Electrode
|
9.0
|
9.0
|
|
Nipple
|
13.0
|
13.0
|
|
Ash % (max)
|
Electrode
|
0.3-0.5
|
0.3-0.5
|
|
Nipple
|
0.3-0.5
|
0.3-0.5
|
CTE
(100-600oC)×10^-6/oC
|
Electrode
|
2.0
|
2.0
|
|
Nipple
|
1.8
|
1.8
|
Allowable Current of Graphite Electrodes
|
(Unit): mm
|
|
|
Norminal
Diameter
|
HP Graphite electrode
|
|
Allowable Current
|
|
mm
|
in
|
A
|
A/cm2
|
|
75
|
3
|
1000-2000
|
22-44
|
|
100
|
4
|
2000-3000
|
25-38
|
|
130
|
5.2
|
3000-4000
|
23-30
|
|
150
|
6
|
4000-5300
|
23-30
|
|
175
|
7
|
4800-6700
|
20-28
|
|
200
|
8
|
5600-10000
|
18-32
|
|
225
|
9
|
7100-11000
|
18-27
|
|
250
|
10
|
10000-13000
|
20-26
|
|
300
|
12
|
13000-17400
|
17-24
|
|
350
|
14
|
17400-24000
|
17-24
|
|
400
|
16
|
21000-31000
|
16-24
|
Size & Dviation of Graphite Electrode
|
|
|
|
|
|
(Unit): mm
|
Norminal
Diameter
|
Actual Diameters
|
Length
|
|
mm
|
in
|
Max.
|
Min.
|
Black Part
Min.
|
Standard
|
Allow Deviation
|
Allow Ruler
Deviation
|
|
75
|
3
|
78
|
73
|
72
|
1000
|
+/-50
|
-50
-225
|
|
100
|
4
|
103
|
98
|
97
|
1200
|
+/-50
|
-50
-225
|
|
130
|
5.2
|
132
|
127
|
126
|
1200
|
+/-50
|
-50
-225
|
|
150
|
6
|
154
|
149
|
146
|
1600
|
+/-100
|
-100
-275
|
|
175
|
7
|
179
|
174
|
171
|
1600
|
+/-100
|
-100
-275
|
|
200
|
8
|
205
|
200
|
197
|
1600
|
+/-100
|
-100
-275
|
|
225
|
9
|
230
|
225
|
222
|
1600
|
+/-100
|
-100
-275
|
|
250
|
10
|
256
|
251
|
248
|
1600/1800
|
+50/-100
|
-100
-275
|
|
300
|
12
|
307
|
302
|
299
|
1600/1800
|
+/-100
|
-100
-275
|
|
350
|
14
|
357
|
352
|
349
|
1600/1800
|
+/-100
|
-100
-275
|
|
400
|
16
|
409
|
403
|
400
|
1600/1800
|
+/-100
|
-100
-275
|
DIRECTIONS FOR USE OF GRAPHITE ELECTRODES
1. When the Graphite Electrodes are selected for electric steel furnace, reference is made to the Current Carrying Capacity of the Electrodes.
2. The transport and storage of the Graphite Electrodes must be kept away from being moistened or wetted by rain, snow and water. Be sure to dry them up before use .
3. During loading, unloading and transportation, the Graphite Electrodes must be handled with great care to protect the threads from being damaged by collision. In the course of loading, unloading and hoisting, it is advisable to use special hoist tools.
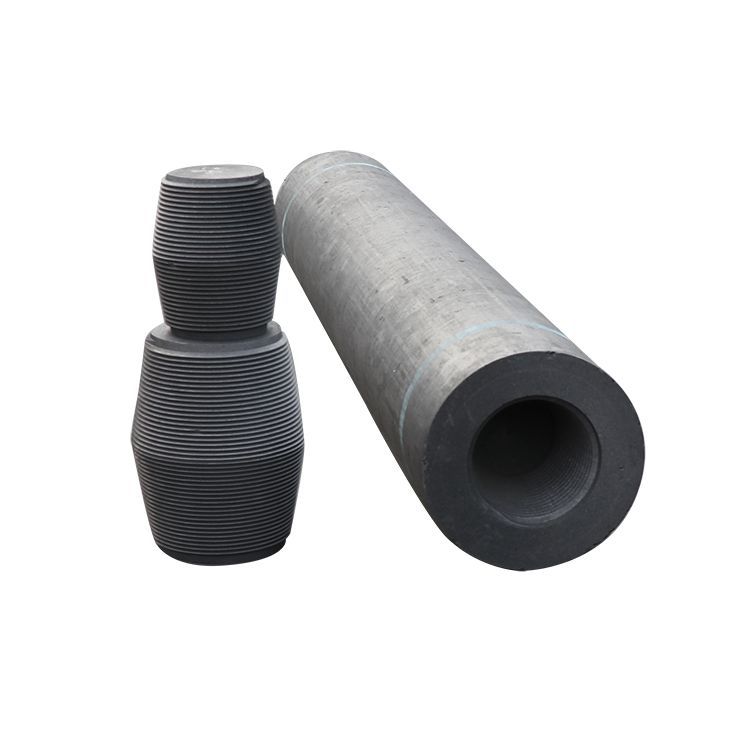
4. Before the electrodes are connected to the nipples, it is necessary to blow the electrode threads thoroughly clean with compressed air and screw the nipples tightly then into the electrodes.
5. The terminal faces of the two electrodes tightly screw-connected must be kept in close contact.
6. When the elevator of the electric arc furnace is hoisting the electrodes, no swing is allowed so as to avoid the electrode joints being loosened and dislocated.
7. The tightening devices of the electrodes must not hold the electrode near the area of nipple sockets.
8. In order to prevent the breakage of the electrodes in case of scrap cave-ins, lift the electrodes in time according to the melting condition and dump the unmelted waste steel into the pool.
9. Charging the furnace, put the large scrap steel lumps at the bottom and the small ones at the top.
10. In order to prevent dislocation after the electrodes being jointed, we provide binding paste and pins which is easily to be applied.
For making constant improvement of our electrode products so as to serve our customers better, please always keep us informed of your opinions and requirements.